
EJERCICIO 15 CAPACIDAD Y HABILIDAD DEL PROCESO
1.-Capacidad y habilidad del proceso
.a) ¿Cuándo decimos que un proceso está bajo control estadístico? Explica y anota una gráfica.
.a) ¿Cuándo decimos que un proceso está bajo control estadístico? Explica y anota una gráfica.
Cuando por medio
de alguna de las herramientas de calidad se analiza que no existen desvíos
excesivos en el proceso.Cuando
la capacidad de un proceso es alta, se dice que el proceso es capaz, cuando se
mantiene estable a la larga del tiempo se dice que el proceso está bajo control
y cuando no requiere de inmediatas notificaciones.

b) ¿Qué es la capacidad del proceso?
Consiste en evaluar la variabilidad y tendencia central de una, característica
de calidad, para así compararlo con sus especificaciones de diseño. La
capacidad de proceso para cumplir con las especificaciones técnicas deseadas.
c) ¿Cuál es la diferencia entre: Capacidad y habilidad del proceso? Habilidad y capacidad del proceso son diferentes ideas:Ø No hay relación inherentes entre otros
d) ¿Qué es un estudio de capacidad del proceso? El estudio de capacidad de los procesos es de gran importancia ya que actualmente una de los mayores retos de los fabricantes es de competir ofreciendo productos que están a bajo costo ya que es útil para:Ø Medir que tan bueno es nuestro proceso productivo y saber si nuestro producto está dentro de las especificaciones
e) ¿Qué condiciones deben cumplirse para realizar un estudio de capacidad del proceso?
f) ¿Por qué es importante conocer la capacidad del proceso?
g) ¿Cómo se calcula la capacidad del proceso empleando histogramas?
h) ¿Cómo se calcula la capacidad del proceso empleando gráficas de control?
i) Explica la relación entre la capacidad del proceso y la tasa de defectos.
j) Representantes gramática mente el comportamiento de procesos que presentan u Cpk igual a 0.66, 1, 1.33, 1.5, 1.66 en cada caso.
c) ¿Cuál es la diferencia entre: Capacidad y habilidad del proceso? Habilidad y capacidad del proceso son diferentes ideas:Ø No hay relación inherentes entre otros
d) ¿Qué es un estudio de capacidad del proceso? El estudio de capacidad de los procesos es de gran importancia ya que actualmente una de los mayores retos de los fabricantes es de competir ofreciendo productos que están a bajo costo ya que es útil para:Ø Medir que tan bueno es nuestro proceso productivo y saber si nuestro producto está dentro de las especificaciones
e) ¿Qué condiciones deben cumplirse para realizar un estudio de capacidad del proceso?
f) ¿Por qué es importante conocer la capacidad del proceso?
g) ¿Cómo se calcula la capacidad del proceso empleando histogramas?
h) ¿Cómo se calcula la capacidad del proceso empleando gráficas de control?
i) Explica la relación entre la capacidad del proceso y la tasa de defectos.
j) Representantes gramática mente el comportamiento de procesos que presentan u Cpk igual a 0.66, 1, 1.33, 1.5, 1.66 en cada caso.

2.- Las especificaciones
de volumen para el llenado de recipiente de aceite comestible están entre 985
ml y 1010 ml. Mediante un estudio de larga duración se ha establecido que la
medida de llenado es m= 993 ml, con una  = 4.2 ml.
= 4.2 ml.
a) Determina e interpreta
Cp.
Cp=
USL-LSL/6 () = 985-1010/6(4.2)= 25/25.2= 0.9920
b) Determina e
interpreta Cpk.
CpL=
M-LSL/3 ()= 993-985/ 3 (4.2)= 8/126= 0.6342
c) Si se desea alcanzar
un Cpk de 1.33, ¿Cuánto debe ser la media y la desviación estándar del proceso?
Cpk= 997-985/ 3(3)= 12/9= 1.33
d) Si se desea alcanzar
un Cpk de 1.5, ¿Cuánto debe ser la media
y la desviación estándar del proceso?
Cpk=
997-985/3(2.6)= 12/7.8= 1.538
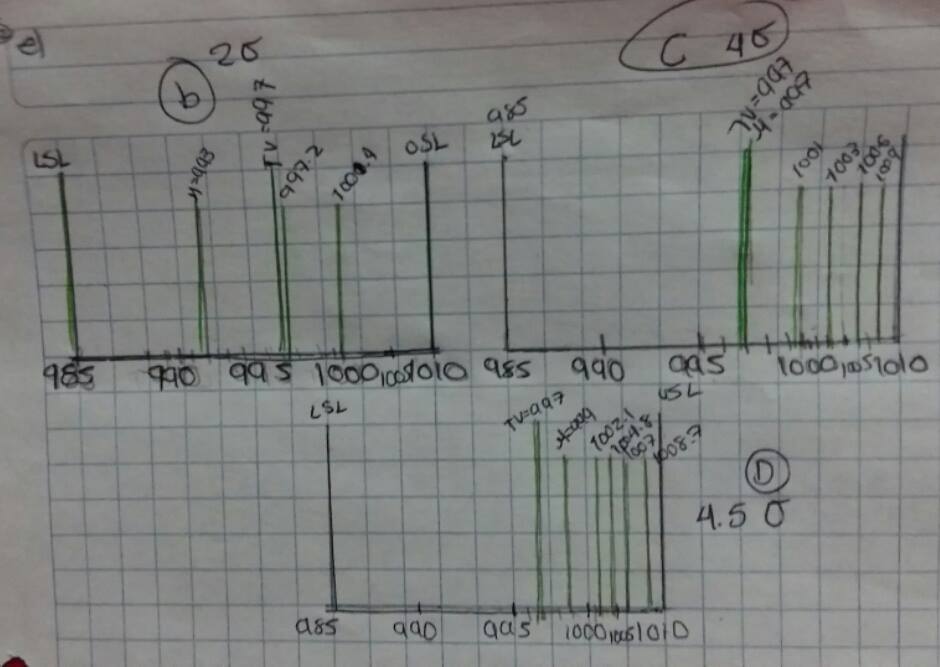
e)
Traza las gráficas de los incisos b, c y d.
f) ¿Cuál es la tasa de defectos para cada uno de los
incisos b, c y d?
b=
2 sigma con
una tasa de defectos por cada millón de 226, 715 piezas defectuosas.
c=
4 sigma con
una tasa de defectos por cada millón de 6, 209 piezas defectuosas.
d=
4.5 sigma una tasa de defectos por cada millón de 1, 349
piezas defectuosas.

3.-
En una muestra de 250 tornillos de precisión, la longitud promedio fue de 3.52
cm con una desviación estándar de 0.52 mm. Si el valor deseado es de 3.5 +-
0.15 cm:
a)
Determine e intérprete el valor de Cp.
USL= 3.5+0.15= 3.65
LSL= 3.5-0.15= 3.35
Cp= 3.65-3.35/ 6(0.052)= 0.9615
b)
Determine e intérprete el valor de Cpk.
Cpu= USL-M/ 3() Cpu= 3.65-3.52/ 3(0.52)= 0.833
CpL= M-LSL/3 () CpL= 3.52-3.65/ 3(0.52)= 1.089
Cpk= 0.833
c)
Si se desea alcanzar un Cpk de 1.33, ¿Cuánto debería ser la media y desviación
estándar del proceso?
Cpu= 3.65-3.52/ 3(0.052)= 0.13/x
1.33x= 0.13
x= 0.13/1.33
x= 0.097
3 () = 0.097/3
Cpu=
3.65-3.52/3(0.032)= 0.13/ 0.097= 1.340
Cpk=
1.340
d)
Si se desea alcanzar un Cpk de 1.66, ¿Cuánto debería ser la media y desviación
estándar del proceso?
Cpu= 3.65-3.50/3(0.052)= 0.15/x= 1.66
1.66x= 0.15
X= 0.15/1.66
X= 0.090
3= 0.090/3= 0.030
Cpu= 3.65-3.50/3(0.030)= 0.15/0.090= 1.66
Cpk= 1.66
e)
Traza las gráficas para los incisos b, c y d.

f) ¿Cuál es la tasa de defectos para cada uno de los
incisos b, c y d?
b=
2 sigma con
una tasa de defectos por cada millón de 226, 715 piezas defectuosas.
c=
4 sigma con
una tasa de defectos por cada millón de 6, 209 piezas defectuosas.
d=
4.5 sigma con
una tasa de defectos por cada millón de 1, 349
piezas defectuosas.
4.-
El siguiente histograma parece indicar que no existe problemas con la calidad
del producto, ya que todas las piezas de la muestra se encuentran dentro de los
límites de especificación. Utiliza la gráfica para obtener los datos necesarios
y:
a) Determina
e interpreta el valor de Cp.
Datos:
LSL=
7.45
USL=
7.57
Cp=
7.57-745/6(0.2747)= 0.9446
b) Determina
e interpreta el valor de Cpk.
Cpl=
7.5114-7.43/3(0.0247)= 1.0985
Cpu=
7.57-7.5114/1(0.0247)= 0.7908
Cpk=
Min (Cpu, Cpl)=0.7906
c) Si
se desea alcanzar un Cpk de 1, ¿Cuánto debería ser la media y desviación estándar
del proceso?
Cpu=
7.57-7.5114/3(0.0247)= 0.0586/x= 1
1x=
0.0586
X=
0.0586/1= 0.0586
3= 0.0586/3= 0.0195
Cpu=
2.57-7.5114/3(0.0195)= 0.0586/0.0586=
1
Cpk=
1
d) Si
se desea alcanzar un Cpk de 1.33, ¿Cuánto debería ser la media y desviación
estándar del proceso?
Cpu=
7.57-7.5114/3(0.0247)= 0.0586/X= 1.33
1.33X=
0.0586
X=
0.0586/1.33= 0.044
3= 0.044
Cpu=
7.57-7.5114/3(0.0146)= 0.0586/0.044= 1.33
Cpk=
1.33
e) Traza
las gráficas de los incisos b, c y d. ¿Cuál es
la tasa de defectos para cada uno de los incisos b, c y d?

f) ¿Cuál es la tasa de defectos para cada uno de
los incisos b, c y d?
b)
b=
1 sigma con
una tasa de defectos por cada millón de 66, 810 piezas defectuosas.
c)
c=
1 sigma con
una tasa de defectos por cada millón de 66,810 piezas defectuosas.
d)
d= 4 sigma con
una tasa de defectos por cada millón de 6, 209
piezas defectuosas
5.- Elabora un informe
sintetizando las respuestas a las preguntas del problema 1; utiliza el problema
4 como ejemplo del significado del Cpk y su interpretación.
El
uso de un histograma especialmente analizando la capacidad de un proceso es
mucho más fácil al ver la forma de la distribución y nos podemos dar cuenta de
que esta es normal. En cambio en una gráfico de control se deja observar mas la
variabilidad de este proceso.
Para
mi punto de vista creo que las dos en cada punto de vista es muy necesario ya
que en uno podemos observar la capacidad pero el el gráfico se encuentran los
defectos de tu proceso.
La
habilidad y capacidad de este proceso, es muy fundamental a la hora de este ya
que en cada una nos ayuda de manera diferente:
Si nosotros tenemos el conocimiento de la habilidad de nuestro proceso tendremos el
conocimiento de cuantas unidades produce dentro de nuestros límites.
Mientras
que si conocemos la capacidad nos ayuda determinar si el proceso puede ser apto
para producir las especificaciones que se piden para esto, hoy algunas
condiciones que se pueden o se tienen que cumplir para que se lleve a cabo al
comenzar este debe encontrarse establemente estable. Las especificaciones del
proceso deben de representarse con exactitud conforme los requerimientos del
cliente.
No hay comentarios:
Publicar un comentario